
Jazyk

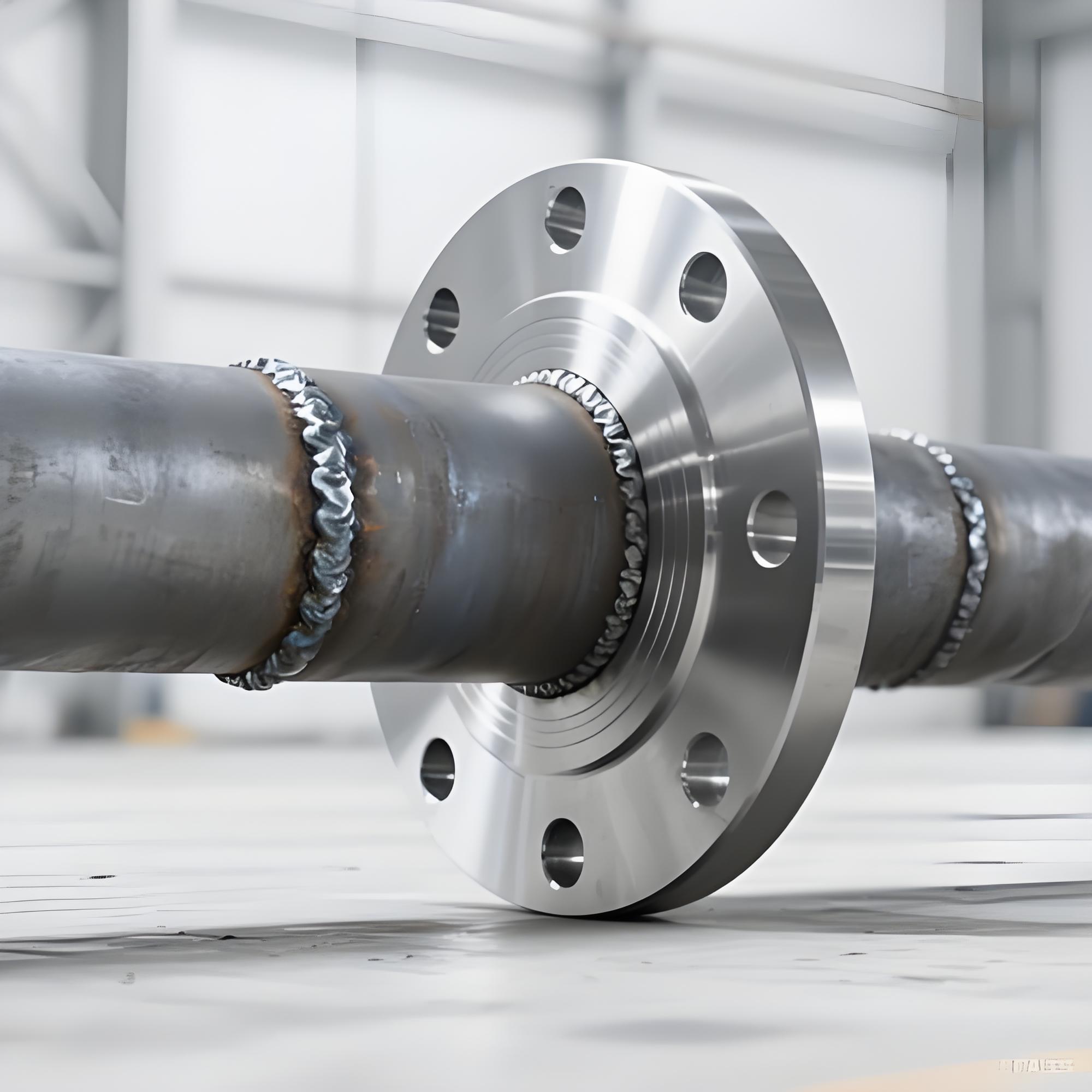
Svařování na tupo je metoda svařování, kde jsou konce dvou obrobků umístěny proti sobě, ohřívány současně po celém koncovém povrchu a tlak je praktický pro dosažení atomového spojení mezi dvěma obrobky v pevném stavu, a proto je spojí do jednoho kusu.
Abychom lépe porozuměli, nabízíme srovnání z mnoha úhlů pohledu:
| Porovnávací položka |
Svařování na tupo |
Svařování zásuvek |
| Způsob připojení |
Konce jsou zarovnány a přímo svařeny |
Jeden konec se zasune do druhého a na vnější straně se svaří koutovým svarem |
| Rozsah velikostí potrubí |
Obvykle se používá pro DN50 a vyšší |
Obvykle se používá pro DN50 a menší |
| Typ svaru |
Tupý svar, plný průvar |
Koutový svar, ne zcela penetrovaný |
| Vnitřní mezera |
Žádný schod, hladká vnitřní stěna |
Existuje mezera, která může hromadit médium nebo způsobit korozi |
| Metoda inspekce |
Lze rentgenovat (RT), vysoká spolehlivost |
Obtížně rentgenovatelné (RT), většinou MT nebo PT |
| Schopnost pevnosti |
Schopný odolat vyššímu tlaku, teplotě a únavovému zatížení |
Vhodné pro nízkotlaké a statické podmínky |
| Porovnávací položka |
Svařování na tupo |
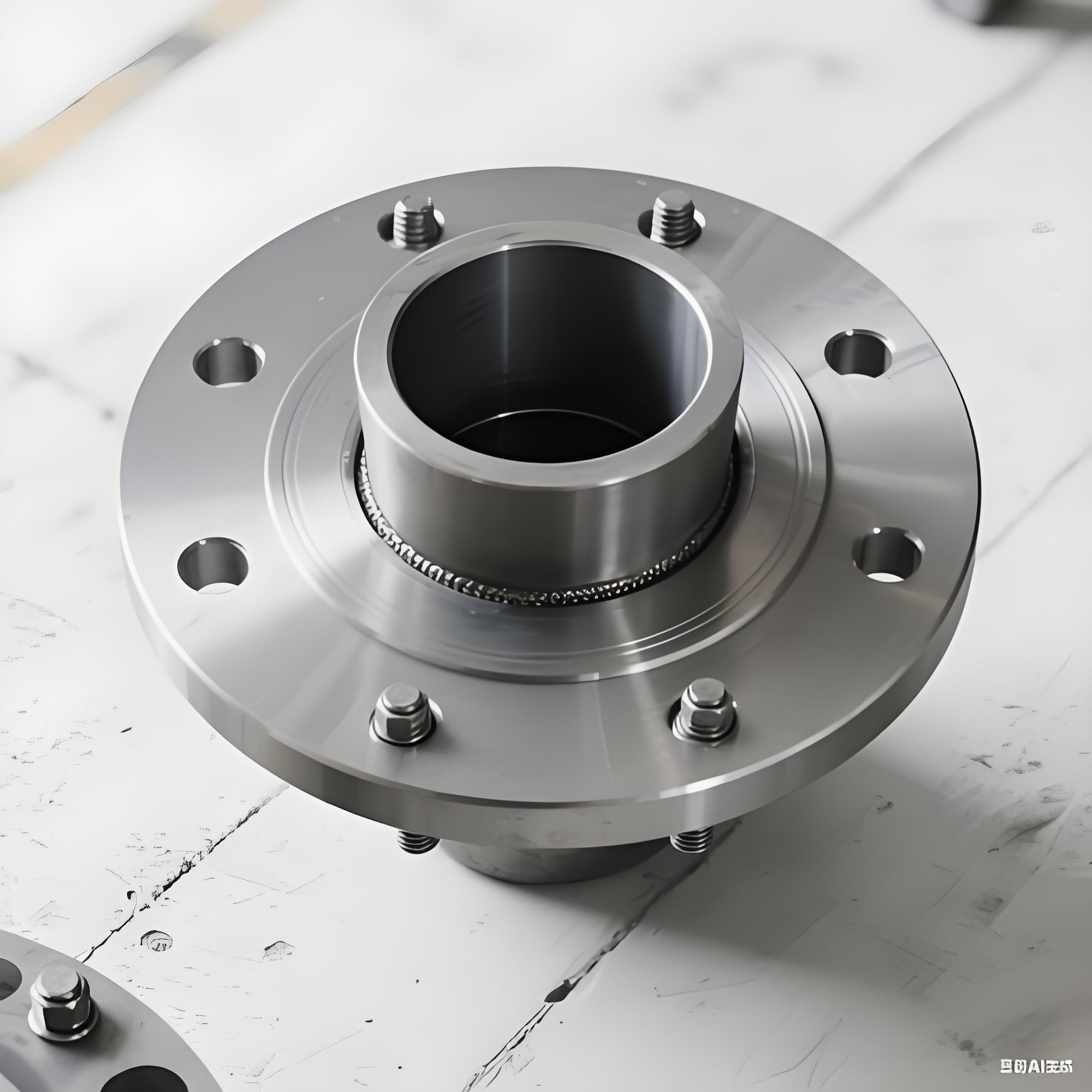
Přírubové připojení |
| Spojení Příroda |
Trvalé, neodstranitelné |
Odnímatelné, snadno se udržuje a vyměňuje |
| Těsnicí bod |
Žádné těsnění; samotný svar je těsnění |
Spoléhá na těsnění a šrouby; existují potenciální místa úniku |
| Servisní podmínky |
Vysoká teplota, vysoký tlak, silné cykly teplot |
Konvenční podmínky, lze upgradovat s různými hodnotami těsnění |
| Instalace a údržba |
Vyžaduje kvalifikovaného svářeče; obtížně upravitelné po svařování |
Rychlá montáž s utažením šroubů; vhodné pro kontrolu |
| Hmotnost a prostor |
Kompaktní konstrukce, žádné příruby, šetří místo a materiál |
Příruby zabírají více místa, zvyšují hmotnost a náklady |
| Typické aplikace |
Hlavní parní potrubí, vodíkové servisní potrubí, vysokoteplotní vysokotlaké ventilové spoje |
Rozhraní zařízení, ventily nebo části potrubí vyžadující pravidelnou demontáž |

| Porovnávací položka |
Svařování na tupo |
Závitové připojení |
| Spolehlivost těsnění |
Extrémně vysoká, žádný únik (pokud je svar v pořádku) |
Nízká, spoléhá na tmel nebo PTFE pásku; se může při vibracích uvolnit |
| Limit tlaku/teploty |
Lze použít pro ultra vysoký tlak a ultra vysokou teplotu |
Omezeno na střední/nízký tlak a normální nebo střední teplotu |
| Síla připojení |
Zatavené integrálně, pevnost blízko obecnému kovu |
Koncentrace stresu u kořene vlákna |
| Obtížnost instalace |
Vyžaduje svářecí zařízení a kvalifikovaného svářeče |
Potřebuje pouze ruční nářadí; lze rychle sestavit na místě |
| Riziko úniku |
Téměř žádný únik, pokud je svar v pořádku |
K netěsnosti může postupně docházet při teplotních cyklech nebo vibracích |
Jednou větou: Svařování na tupo je nejpevnější, nejspolehlivější a nerozebíratelný způsob spojování, vhodný pro náročné provozní podmínky s velkým průměrem, vysokou teplotou, vysokým tlakem a bez úniku.











